Comment choisir les réactifs de séchage, séchage à l'air ou lyophilisation ?
Alors que les gens accordent de plus en plus d'attention aux problèmes liés à la santé, le domaine du diagnostic in vitro (DIV) se développe rapidement. En particulier, l'émergence du COVID-19 a accéléré l'expansion du marché du diagnostic in vitro. À l'heure actuelle, la RT-qPCR est largement utilisée dans le développement de produits réactifs de diagnostic IVD, mais les réactifs de diagnostic liquides RT-qPCR ont des coûts de transport élevés, des performances instables et une courte durée de conservation. Les réactifs de séchage peuvent parfaitement contourner les défauts des réactifs de diagnostic liquides RT-qPCR. Alors, comment fabriquer les réactifs de séchage ? Comment choisir la méthode de production ?
1. Que sont les réactifs de séchage ?
2. Qu’est-ce que le séchage à l’air ?
3. Qu'est-ce que la lyophilisation ?
4. Quelle est la différence entre la lyophilisation et le séchage à l’air ?
5. Produits associés et performances
1. Que sont les réactifs de séchage ?
Les réactifs de séchage sont les réactifs obtenus après séchage et déshydratation de l'échantillon. Les réactifs de séchage peuvent être livrés à température ambiante et ne nécessitent pas de transport par chaîne du froid. Cela permet d'éviter la congélation et la décongélation répétées des réactifs qui affectent les performances et la durée de conservation des réactifs, et de réduire considérablement le coût du transport. Il est non seulement facile à utiliser pour les personnes, mais il réduit également les exigences des opérateurs. L'industrie du diagnostic moléculaire s'intéresse principalement aux réactifs de séchage parce qu'ils peuvent être transportés et stockés à température ambiante. Il existe aujourd'hui deux techniques de séchage largement utilisées : la lyophilisation et le séchage à l'air. La technologie de séchage à l'air est moins coûteuse, tandis que la technologie de lyophilisation est la plus populaire, les deux ayant leurs avantages. Il existe deux méthodes de production de réactifs de séchage : le séchage à l'air et la lyophilisation. Quelles sont-elles et comment choisir ?
2. Qu’est-ce que le séchage à l’air ?
Le séchage à l'air est une technique de séchage qui peut être utilisée pour préparer des réactifs de séchage. Le séchage à l'air est divisé en trois processus : le séchage à l'air naturel, le séchage à l'air chaud et le séchage à l'air naturel par imitation. Dans le processus de production industrielle, pour garantir la stabilité de la qualité et du rendement du produit, le réactif est souvent séché par séchage à l'air chaud. Pour les réactifs de diagnostic IVD, un four de précision avec une fonction de soufflage ou d'aspiration est généralement utilisé pour sécher le liquide à une température supérieure à la température ambiante (séchage à 50 °C pendant 80 minutes). Le liquide est séché à l'air pour former un matériau sec et visqueux. Le processus spécifique est illustré à la figure 1.
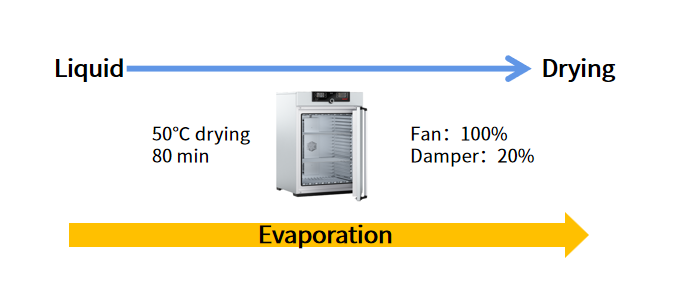
Fig 1. Séchage à l'air chaud
La clé du séchage des réactifs moléculaires liquides est non seulement de garantir que l'enzyme peut être rapidement hydratée après le séchage, mais également de garantir que la stabilité, la sensibilité et la spécificité des réactifs séchés ne sont pas affectées. Le séchage à l'air ne nécessite qu'un four de précision. Par rapport à la lyophilisation, l'équipement est moins cher et la consommation d'énergie est plus faible, donc le coût des réactifs est plus faible. De plus, le processus de séchage à l'air est simple et le temps de séchage est plus court (dans les 2 heures). Le séchage à l'air présente à la fois des avantages et des inconvénients. Pendant le processus de séchage à l'air, divers composants, y compris les enzymes, seront perdus avec l'évaporation de l'eau. De plus, la solution de réaction et ses composants seront également endommagés par la température élevée de 50 °C. Certains composants sont également plus facilement oxydés, de sorte que la durée de conservation des réactifs séchés à l'air sera plus courte. De plus, le réactif de séchage à l'air a une forte viscosité et est facile à accrocher au mur, et a une faible capacité de réhydratation.La lyophilisation peut compenser les inconvénients du séchage à l’air.
3. Qu'est-ce que la lyophilisation ?
Français Différente du séchage à l'air, la lyophilisation est une technologie de séchage spéciale, dont le principe de base repose sur le changement de phase triphasé de l'eau. Les trois phases de l'eau sont solide, liquide et gazeuse, et les trois phases peuvent coexister et se transformer les unes les autres. Lorsque la pression est supérieure à 610,75 Pa, avec l'augmentation de la température, la glace fond en eau, et l'eau s'évapore et se transforme en vapeur. Lorsque la pression est inférieure à 610,75 Pa, la glace est directement sublimée en vapeur d'eau par chauffage. Plus précisément, comme le montre la figure 2. La lyophilisation utilise le principe de transition de phase de l'eau. Tout d'abord, les réactifs liquides sont congelés à -30℃~-40℃, de sorte que la majeure partie de l'humidité du matériau est congelée en glace. La glace est sublimée en vapeur d'eau sous un vide plus élevé, fournissant une source de chaleur à basse température. La vapeur d'eau est condensée par un condenseur dans le système à vide de sorte que d'autres matériaux restent dans la glace, obtenant ainsi des produits séchés.
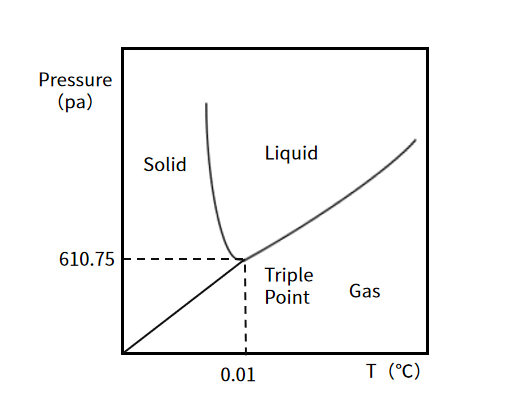
Fig 2. Diagramme de phase pour l'eau
Quelles sont donc les principales formes de réactifs lyophilisés ? Les réactifs lyophilisés IVD sont principalement divisés en trois formes : la lyophilisation en flacon de pénicilline, la lyophilisation in situ et la microsphère lyophilisée. Les trois formulations lyophilisées sont présentées dans la figure 3. Différentes formes ont leurs avantages et leurs inconvénients. La lyophilisation en flacon de pénicilline est la forme la plus industrialisée. Elle dispose non seulement de lignes de production entièrement automatiques, mais également d'un processus complet de vérification et de contrôle des risques. Le processus est le plus simple et le plus mature. L'inconvénient est que le coût d'un flacon de pénicilline est élevé et que la quantité de remplissage ne doit pas être trop faible. Cependant, la quantité de chaque réactif IVD est très faible, il doit donc être rempli pour plusieurs portions ou utilisé plusieurs fois à la fois. S'il n'est pas utilisé, il doit être stocké séparément et la commodité fait défaut.
La lyophilisation in situ signifie que tous les composants du réactif sont directement lyophilisés dans le kit, ce qui est plus pratique à utiliser. Cependant, la répartition du froid et de la chaleur dans le lyophilisateur est biaisée et le placement des kits est également différent, de sorte que la consistance des lots est difficile à contrôler. De plus, le taux d'utilisation des lyophilisateurs in situ est très faible, de sorte que le coût d'amortissement est élevé. Si une grande quantité de lyophilisation in situ est effectuée, les poudres lyophilisées seront contaminées de manière croisée.
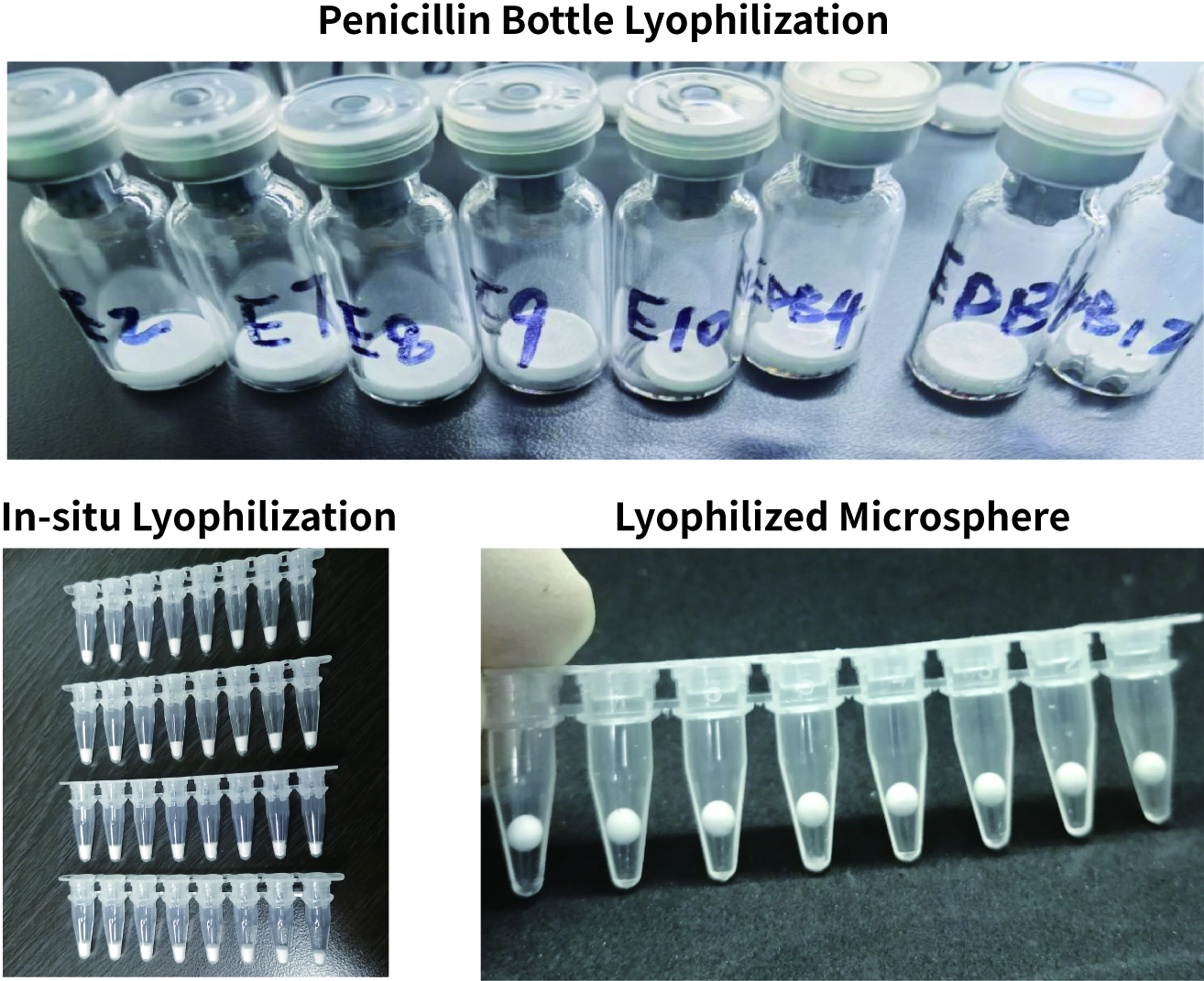
Fig 3. Forme des réactifs lyophilisés
Les microsphères lyophilisées permettent une quantification précise, une personne et une portion individuelles, le produit est plus pratique à utiliser. Il peut également être traité par un processus spécial pour empêcher l'absorption d'humidité, réaliser un stockage à température ambiante et résoudre plusieurs problèmes en même temps. L'inconvénient est que le développement de la technologie des microsphères lyophilisées est difficile et que les exigences en matière de contrôle des processus sont élevées. Les réactifs lyophilisés doivent choisir la meilleure forme en fonction des scènes d'application. Les microsphères lyophilisées présentent des avantages uniques et conviennent à une variété de scènes d'application, qui sont plus prometteuses sur le marché.
4. Quelle est la différence entre la lyophilisation et le séchage à l’air ?
Le procédé unique de lyophilisation détermine ses avantages uniques. Par rapport au séchage à l'air, la lyophilisation est supérieure à ce dernier à de nombreux égards. Les avantages de la lyophilisation sont les suivants :
La lyophilisation est réalisée à basse température, de sorte que l'enzyme ne sera pas dénaturée ou ne perdra pas son activité biologique, et l'activité biologique sera complète.Le séchage étant effectué à l'état congelé, le volume des réactifs de séchage reste quasiment inchangé et la structure d'origine est conservée sans rétrécissement. Lors du séchage à basse température, la perte de certains composants volatils des réactifs de séchage est très faible, ce qui est adapté au séchage des réactifs. Les sels inorganiques ne précipiteront pas à la surface du matériau pendant le séchage, évitant ainsi le durcissement de la surface du matériau. Le matériau séché est lâche et poreux, se dissout rapidement et complètement après l'ajout d'eau et retrouve presque immédiatement son caractère d'origine. Le séchage étant effectué sous vide avec très peu d'oxygène, certaines substances facilement oxydables sont protégées. Le séchage peut éliminer plus de 95 à 99 % de l'humidité, de sorte que les produits séchés peuvent être stockés pendant une longue période sans détérioration.
Les principales différences entre la lyophilisation et le séchage à l’air sont les suivantes :
Tableau 1. Différences entre la lyophilisation et le séchage à l'air
| Différence | Lyophilisation | Séchage à l'air |
| Processus | Congélation et sublimation | Air chaud et évaporation |
| Volume | Ne rétrécit guère | Rétrécir |
| Viscosité | Faible, non collant | Haut, collant |
| Teneur en humidité | Environ 2% | Environ 5% |
| Capacité de réhydratation | Mieux | Pauvre |
| Cohérence | Haut | Faible |
| Stabilité | 24 mois | 12 mois |
| Composantes de perte | Rarement | Plus |
| Enzymes de dommages | Rarement | Plus |
| Temps de séchage | Environ 18 à 24 heures | Moins de 2 heures |
| Coût | Haut | Faible |
| Difficulté de production de masse | Réalisable | Difficile à réaliser |
Bien que les réactifs lyophilisés soient plus chers et prennent plus de temps à être utilisés, les réactifs produits par lyophilisation sont plus stables et plus faciles à utiliser, ce qui correspond exactement à l'orientation du développement des réactifs de diagnostic. Par conséquent, depuis l'avènement de cette technologie, elle est devenue de plus en plus populaire. Elle a été largement utilisée dans divers domaines tels que la détection des maladies, la détection des virus et des agents pathogènes, la détection de la sécurité alimentaire, la détection des animaux et la détection environnementale.
5. Produits associés et performances
Les matières premières des réactifs de diagnostic IVD sont essentielles.Les matières non lyophilisées ne peuvent pas être extraites directement des matières lyophilisées, et chaque composant doit être examiné et débogué. Par conséquent, Yeasen Biotechnology augmente continuellement ses investissements dans ce domaine et s'efforce de fournir aux clients des matières premières lyophilisées de haute qualité et stables, qui sont rapidement commercialisées.
Les produits connexes que Yeasen peut fournir sont présentés dans le tableau 2 :
Tableau 2. Liste des produits
| Nom du produit | UGS | Caractéristiques |
| Hieff Unicon Kit RT-qPCR multiplex en une étape V Lyo-nCoV (avec MgCl2) | 13775ES60 | 100 T |
| 13775ES80 | 1 000 T | |
| 13775ES92 | 10 000 T | |
| qPCR Lyoprotect (Renseigner) | 13743ES60 | 100 T |
| 13743ES80 | 1 000 T | |
| 13743ES92 | 10 000 T | |
| 13743ES98 | 100 000 T |
Le kit Hieff Unicon® V Lyo-nCoV Multiplex One Step RT-qPCR (avec MgCl2) (Cat#13775) est un réactif de diagnostic liquide sans glycérol, compatible avec la lyophilisation (prêt pour la lyophilisation). Ce produit est un choix idéal pour le développement de la RT-qPCR multiplex qui présente une stabilité à température ambiante et peut être expédié et stocké à température ambiante.
Performances : Le modèle de pseudovirus a été amplifié par RT-qPCR multiple en utilisant respectivement des réactifs liquides (rouge) et des réactifs lyophilisés 13775 (violet). Le graphique de gauche est le canal FAM, celui de droite est le canal VIC. Les résultats ont montré que l'activité des réactifs 13775 était intacte après lyophilisation et qu'elle avait toujours une capacité de réaction multiple à haute efficacité. Plus précisément, comme le montre la figure 4.
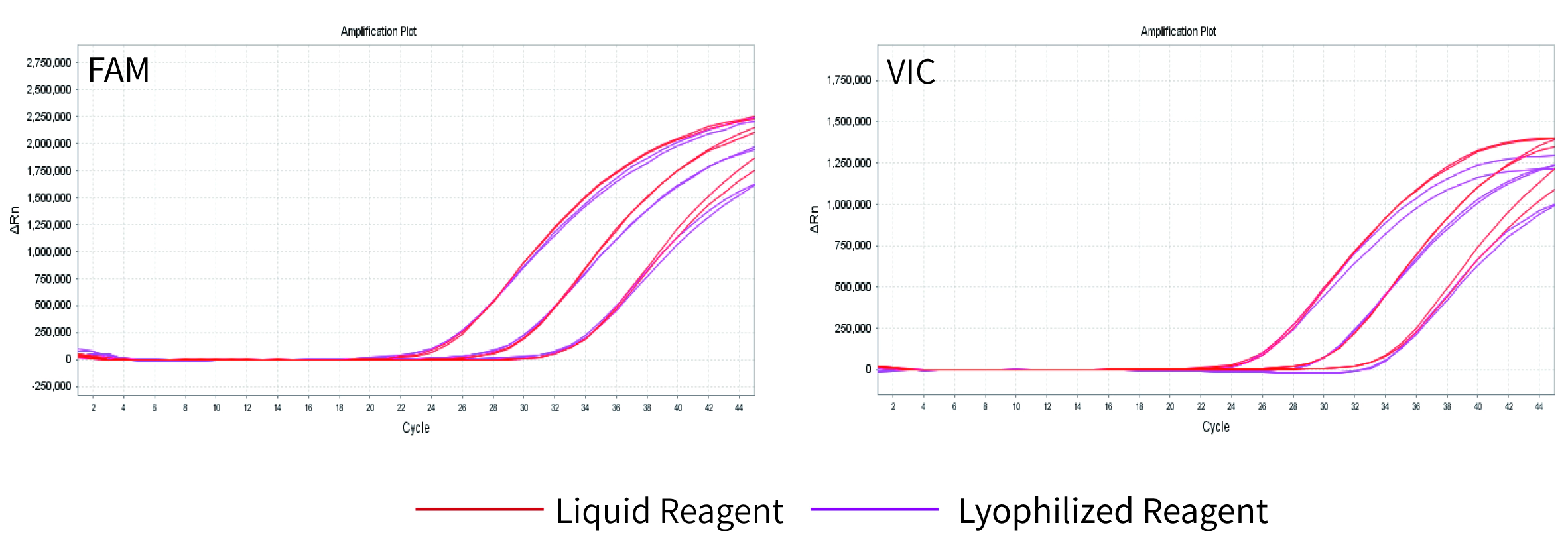
Fig 4. Performance du produit 13775 après lyophilisation
Les 13775 réactifs lyophilisés ont été placés à 37°C (vert) et -20°C (bleu) pendant 21 jours pour de multiples tests d'amplification RT-qPCR. Le graphique de gauche est le canal FAM, celui de droite est le canal VIC. Les résultats ont montré que le réactif lyophilisé avait toujours un bon effet d'amplification après avoir été placé à 37°C pendant 21 jours. Plus précisément, comme le montre la figure 5.
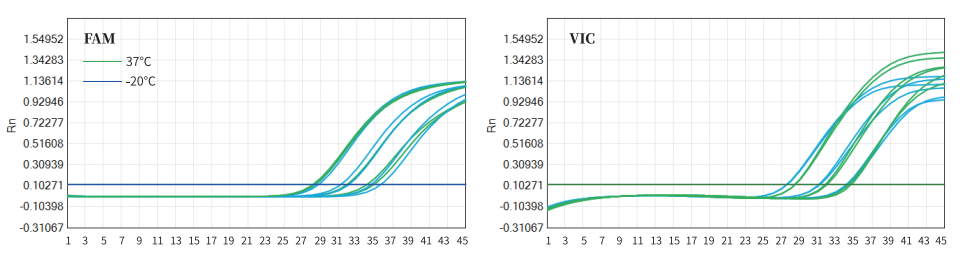
Fig 5. Stabilité thermique du réactif lyophilisé 13775 — 37 °C pendant 21 jours.
6.Guide de sélection de produits
| Processus | Description | Nom du produit | UGS |
| Traitement des échantillons | Digestion des protéines | 10401ES | |
| Extraction d'ARN | 10325ES | ||
| Inhibition de la RNase | 10603ES | ||
| Transcription inverse | Adapté à la RT-qPCR | 11300ES | |
| 11301ES | |||
| Amplification par PCR | ADN polymérase à démarrage à chaud | 10726ES |
| Positionnement du produit | Nom du produit | Chat# |
| Enzyme Bst hautement sensible | 14402ES | |
| 14405ES | ||
| Kit d'affichage de la méthode de coloration RT-Lamp | 13762ES | |
| Kit d'affichage de la méthode de coloration sensible au pH RT-Lamp (lyophilisé) | Kit de colorants sensibles au pH RT-LAMP (Renseigner) | 13906ES |
| Transcriptase inverse adaptée à RT-Lamp | Transcriptase inverse Hifair™ III (Renseigner) | 11111ES |
| Transcriptase inverse Hifair™ III, sans glycérol (Renseigner) | 11297ES | |
| Inhibiteur de RNase murine | 10603ES | |
| 10703ES | ||
| UDG thermolabile | 10707ES | |
| dUTP de haute pureté | 10128ES |
Concernant la lecture :
Solution de matière première pour la détection des acides nucléiques COVID-19 : rapide, lyophilisée
La solution globale de Yeasen Biology pour la détection du virus de la peste porcine africaine
Virus de la peste porcine africaine - Solution de mélange total/amplification directe qPCR